


مقدمه
چدن ها گروهی از آلیاژهای آهنی با خواص گوناگون و متنوع اند و به جای این که در حالت جامد روی آنها کار انجام گیرد در حالت مذاب به شکل دلخواه ریخته گری می شوند. بر عکس فولادها که کمتر از 2% کربن و معمولاً کمتر از 1% کربن دارند، چدن ها 2 تا 4% کربن و 1 تا 3% سیلیسیم دارند. سایر عناصر فلزی و غیر فلزی نیز برای کنترل و ایجاد ویژگی های خاص اضافه می شوند. علاوه بر ترکیب شیمیایی، عوامل مهم دیگری از قبیل فرایند انجماد، نرخ انجماد و عملیات گرمایی بعدی بر خواص آنها تاثیر می گذارد. چدن ها عالی ترین آلیاژهای ریخته گری اند و دارای گستره وسیعی از استحکام و سختی و در بعضی موارد خواص ماشینکاری خوبی می باشند.ا برای ایجاد مقاومت به سایش، خراش و خوردگی به آنها عناصر آلیاژی اضافه می شود. اصولاً کاربرد وسیع چدن ها به دلیل هزینه کم و خواص مهندسی متنوع است. با وجود رقابت شدید مواد جدید ثابت شده است که چدن ها با هزاران کاربرد مهندسی مناسب و مقرون به صرفه اقتصادی اند. اساساً چدن ها از آهن خام که محصول کوره بلند بوده تهیه می گردند. برای این کار آهن خام با ترکیب شیمیایی خاص را همراه با درصد مشخصی از چدن و یا قراضه فولاد ذوب کرده، پس از تنظیم ترکیب شیمیایی به کمک عناصر دیگری که به مذاب اضافه می کنند، آن را در اشکال مورد نظر ریخته گری می نمایند.
جوشکاری چدن ها
انجام عملیات جوشکاری روی قطعات ریخته شده چدنی به دلیل الزاماتی است که به برخی از مهمترین آنها اشاره شده است :
الف) برطرف کردن بعضی عیوب ریخته گری که پس از بیرون آوردن قطعه از قالب یا در حین تراشکاری ظاهر می شوند ، نظیر حفره های گازی، حفره های ناشی از ریزش ماسه یا حبس سرباره، ترک های موضعی، کشیدگی یا تغییر ابعاد در بعضی مواضع کوچک .
ب) تعمیر قطعات مستهلک که از نظر اقتصادی یا عدم دسترسی به تکنولوژی ساخت آنها بهتر است که از طریق جوشکاری بازسازی شوند. این مورد خود دو حالت دارد : قطعات شکسته شده و قطعات سائیده شده و یا خورده شده .
ج) اتصال دو یا چند قطعه که ریختگی آن به صورت واحد با مشکلاتی همراه بوده یا از نظر اقتصادی مقرون به صرفه نیستند .
انتخاب فلز پرکننده
فاکتورهای مختلفی برای انتخاب فلز پرکننده برای جوشکاری چدن ها باید در نظر گرفته شود که مهمترین آنها عبارتند از :
1. نوع چدن
2. خواص مکانیکی مورد نظر در اتصال جوش داده شده
3. تلرانس فلز پرکننده در ارتباط با درجه رقت توسط فلز پایه
4. توانایی فلز جوش جهت آزاد سازی تنش های جوشکاری
5. ماشینکاری پذیری منطقه جوش
6. یکناختی از جهت رنگ و زیبایی
7. فرایند جوشکاری قابل اجرا
8. هزینه
فلزات پرکننده در دسترس برای جوشکاری چدن ها توسط فرایندهای الکترود دستی، توپودری، میگ مگ، و اکسی استیلن فراهم می باشند. به علاوه فلزات پرکننده ای نیز برای جوش برنج یا زرد جوش به کار می رود. در موارد خاصی چدن ها ممکن است با استفاده از فرایند تیگ هم جوشکاری شوند.
جوشکاری چدن با فرایند قوس الکتریکی و الکترود دستی (MMAW )
در جوشکاری با قوس الکتریکی قطعات چدنی با توجه به خواص فلز جوش و کاربرد از فلزات پرکننده مختلفی می توان استفاده کرد .
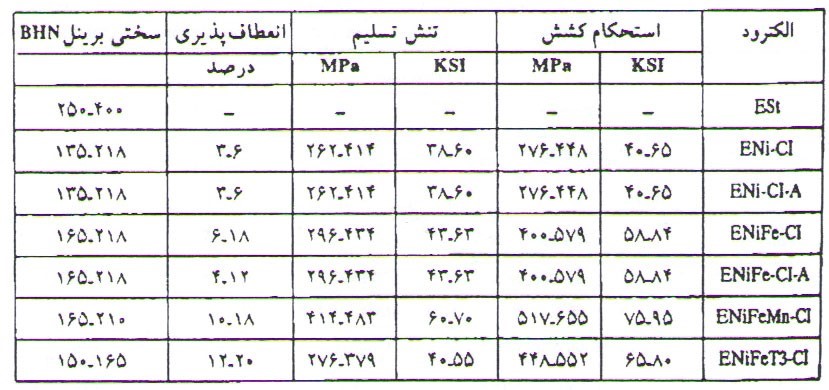
در جداول زیر ترکیب شیمیایی و مشخصات مکانیکی الکترودها ارائه شده است .
انواع الکترود در جوشکاری چدن ها
الکترودهای با هسته چدن
الکترود چدنی با هسته چدنی و پوشش نسبتاً ضخیم ، محتوی مقدار کافی سیلیسیم و گرافیت می باشد. این الکترود برای تولید فلز جوش چدنی، برای هر دو جریان متناوب و دائم قطب معکوس مناسب می باشد. این الکترود غالباً با کد EC1 مشخص می شود. کاربرد آن بیشتر در تعمیرات بعضی عیوب ریخته گی می باشد و تحت شرایط معینی می توان به فلز جوشی با استحکام و قابلیت ماشین کاری در مقایسه با قطعه کار رسید. پیشگرم کردن قطعه بین 150 تا C ْ700 بسته به پیچیدگی ، وزن قطعه و مشخصات مورد درخواست برای جوش مناسب می باشد. فلز جوش مذاب از این نوع الکترود بسیار روان است و پس از انجماد حدود 170 تا 230 برینل سختی خواهد داشت .
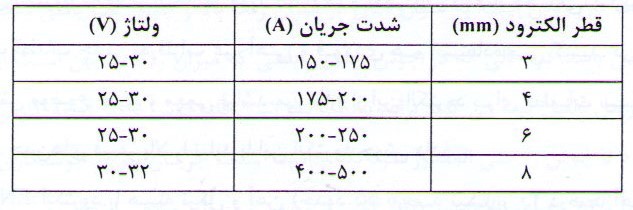
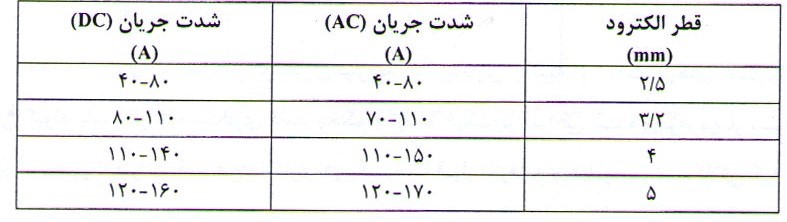
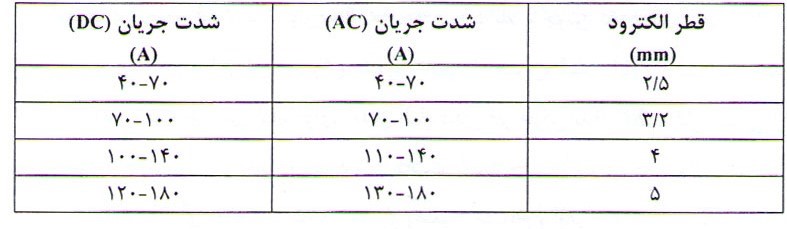
معمولاً میزان شدت جریان لازم بر حسب اندازه الکترود انتخاب شده و در کارخانه های سازنده آن را بر روی بسته های الکترود درج می کنند . اما ارقام جدول زیر هم می تواند به عنوان راهنما مورد استفاده قرار گیرد ( میزان ولتاژ حدود 30- 25 ولت در نظر گرفته شده است ) .
بهتر است حتی المقدور از الکترودهای کوچک استفاده کرده و طول قوس، متوسط تا بلند نگه داشته شود. در انتهای مسیر جوش بهتر است قوس در یک لحظه خاموش نشود ، بلکه با کشیدن آرام الکترود به عقب اجازه خنک شدن آهسته به جوش داده شود و حفره انتهایی به وجود نیاید. تکنیک خاصی نیز برای نیل به نرخ رسوب بالا هست که در آن از الکترودهای بزرگ به قطر 8 mmو جریان 400 تا 500 آمپر بر روی قطعه پیشگرم شده تا 650 تا C ْ760 استفاده می شود و قبل از سرد شدن کامل آن را در حدود C ْ540 تنش گیری می کنند.
الکترودهای با هسته فولادی
چدن های خاکستری ، نشکن و چکش خوار را می توان با الکترود فولادی کم کربن Est کربن 15/0% ) و الکترودهای کم هیدروژن مثل 7018E جوش داد اما به علت الماسه و سخت شدن فلز جوش از این الکترود بیشتر در تعمیرات بعضی عیوب کوچک ریخته گری که به ماشین کاری نیازی ندارد استفاده می شود . محدودیت دیگر این الکترودها احتمال ترک برداشتن جوش به ویژه در مقاطع با درجه مهار بالا است .
در بعضی موارد به هنگام جوشکاری چدن های چکش خوار فریتی به فولاد از الکترودهای فولادی استفاده می شود. البته سطح مورد اتصال تا عمق معینی ( حدود وسعت منطقه متاثر از سیکل جوشکاری ) کاملاً دکربوره شده و سپس عملیات جوشکاری با الکترود فولادی انجام می گیرد .
الکترودهای با هسته پایه نیکل
یکی از الکترودهای معمول که به طور وسیع و موفق در جوشکاری با قوس الکتریکی قطعات چدن های خاکستری، نشکن و چکش خوار به کار می رود ، الکترودها با پایه نیکل می باشد. فلز رسوب داده شده هر کدام از الکترودهای نیکلی دارای میزان کربنی است که بالاتر از حد حلالیت است .
بنابراین در زمان جوشکاری وقتی نیکل توسط فلز پایه (چدن) رقیق می شود ، کربن اضافی هنگام انجماد پس زده می شود و گرافیت تشکیل می گردد و زمینه نیکلی باقی می ماند .
فرآیند تشکیل گرافیت همراه با یک انبساط حجمی است که با انقباض ناشی از سرد شدن جبران می گردد و این امر موجب کاهش تنش های انقباضی ناشی از سرد شدن خواهد گشت. الکترودهای نیکلی به چند دسته تقسیم می شوند که در استاندارد AWS با کدهایی به ترتیب زیر مشخص شده اند :
ENiC1 هسته آن تقریباً نیکل خالص ( 95 – 99% ) بوده و حاوی مقدار کمی سیلیسیم و کربن می باشد. این الکترود علاوه بر این که در مورد اتصالات و تعمیرات قطعات چدنی کاربرد دارد، از آن برای اتصالات قطعات چدنی به فلزات غیر آهنی و فولادی هم استفاده می کنند. در مورادی که استحکام جوش موضوع جدی و مهمی نباشد می توان از این الکترود برای قطعات سبک و متوسط استفاده کرد. چدن های فسفر بالا را نباید با این الکترود جوش داد.
ENiFe-C1 الکترود با هسته نیکل و آهن (حدود 55 درصد نیکل ، 40 درصد آهن ، 4 درصد سیلیسیم و 2 درصد کربن) است. این الکترود به ویژه برای اتصالات و رفع عیوب در چدن چکش خوار بسیار مناسب است و البته برای جوشکاری قطعات متوسط و سنگین چدن خاکستری هم به طور موفقیت آمیز استفاده می شود. بهتر است که چدن های با فسفر بالا ( بیش از 2/0% ) با این الکترود جوش داده شوند. به طور کلی چدن با فسفر بیش از 5/0% را نمی توان به طور رضایت بخش با روش قوس الکتریک جوش داد . درصد بالای سیلیسیم تا حدودی مشکل فسفر را تقلیل می دهد .
مزایای الکترودهای ENiFe-C1 نسبت به ENi-C1 عبارتند از :
1. میزان کمتر ضریب انبساط فلز جوش .
2. افزایش استحکام فلز جوش
3. کاهش حساسیت در مقابل ایجاد ترک گرم در فلز جوش
الکترودهای ENi-C1 این برتری را دارد که فلز جوش نرم تری ( در شرایطی که عمق لایه جوش کم و جوش بر روی قطعه نازک باشد ) تولید می کند. که از نظر ماشین کاری قابل توجه است . البته در شرایطی که چندین پاس جوش بر روی هم باید رسوب داده شوند، الکترود ENiFe-C1 ارجعیت دارد. پیشگرم کردن قطعات در محدوده ی 300 تا C ْ600 در مورد هر دو الکترود به کاهش درجه های حرارتی کمک می کند .
ENiCu الکترود با هسته نیکل و مس ( 70% نیکل و 30% مس ) را در بسیاری موراد می توان به جای الکترود های ENi-C1 و ENiFe-C1 به کار گرفت. این الکترود ها خود دو نوع هستند با درصد مس بالاتر ENiCu-B که هر دو فلز جوشی با قابلیت ماشینکاری خوب ایجاد می کنند.
وضعیت عمده این الکترودها مقاومت خوردگی بهتر فلز جوش است و برای بعضی چدن های آلیاژی آستنیتی مناسب می باشند .
نکته مهم که در استفاده از الکترودهای پایه نیکلی باید در نظر گرفت ، تاثیر تغییرات میزان رقت بر روی کیفیت فلز جوش است . به عنوان مثال در میزان رقت بالا و جوش تک پاسی سختی فلز جوش 350 برینل است . در حالی که در جوش چندین پاسی که میزان رقت پائین است این عدد به 200 – 175 برینل تقلیل پیدا می کند. برای تقلیل آلیاژ شدن فلز جوش با فلز قطعه کار ، گاهی اوقات سعی می شود تا جوش را حتی المقدور سرد نگه داشت. شدت جریان برای جوشکاری در وضعیت عمودی تقریباً 25% و برای بالای سر 15% کمتر از وضعیت مسطح و افقی انتخاب می شود.
- weldAdmin
- آبان ۲۳, ۱۳۹۹
- 1223 بازدید