


پس از کشف قوس الکتریکی پالس کوتاه در سال 1800 میلادی توسط هومفری دیوی و قوس الکتریکی پیوسته در سال 1802 توسط واسیلی پتروف رفته رفته جوشکاری الکتریکی توسعه یافت تا به شکل امروزی در آمد. جوشکاری قوس الکترود روکشدار(SMAW) یا جوشکاری قوس الکترود دستی (MMAW) متداول ترین فرآیند جوشکاری است که در آن فلزات توسط حرارت ناشی از برقراری قوس بین الکترود پوشش دار و قطعه کار، ذوب شده و به یکدیگر متصل می شوند. در جوشکاری قوسی با الکترود پوشش دار برای ایجاد قوس الکتریکی بین الکترود و قطعه اصلی کار از یک الکترود فلزی مصرف شونده با پوشش خوب (فلاکس) استفاده می شود، که حرارت کافی برای ذوب کردن فلز پایه و الکترود تامیین می شود. دراین فرآیند جریان الکتریکی به صورت مستقیم یا متناوب از منبع تغذیه برای ایجاد حرارت و تشکیل حوضچه مذاب میان الکترود و فلز پایه برقرار می شود.
جنس مغزی الکترود نزدیک به فلز پایه است و پوشش الکترود نیز حاوی مواد اکسیژن زدا و برخی فلاکس های دیگر می باشد. این مواد در سرباره وظیفه اکسیژن- زدایی و تمیز نگه داشتن حوضچه مذاب حین جوشکاری را دارند. همچنین سرباره جامد ایجاد شده روی خط جوش باعث حفاظت از فلز جوشی می شود که به تازگی منجمد شده، ولی هنوز گرم است و مستعد اکسید شدن می باشد. اما پوشش الکترود بجز حفاظت دارای ترکیبات دیگری می باشد که باعث پایداری قوس، افزایش هدایت الکتریکی قوس، هدایت یکنواخت جریان الکتریکی و در بعضی موارد اضافه شدن عناصر آلیاژی برای کنترل ترکیب شیمیایی و همینطور اضافه شدن پودر فلزات برای افزایش نرخ رسوب گذاری همه از وظایف پوشش الکترود می باشند.
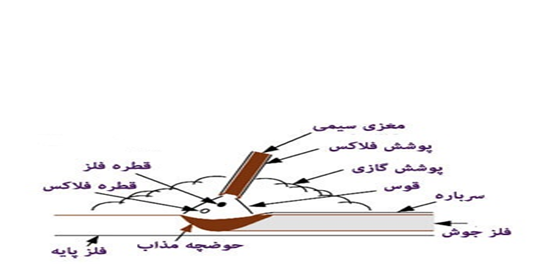
- منطقه جوش در جوشکاری قوس با الکترود روکشدار یا دستی:
برای ایجاد قوس، الکترود و فلز پایه با هم تماس پیدا می کنند. سپس الکترود کمی به عقب کشیده می شود، این شروع قوس و در نتیجه ذوب فلز پایه و الکترود مصرفی می باشد. طی این فرآیند قطره های ذوب شده نوک الکترود به حوضچه مذاب منتقل شود. زاویه الکترود به قطعه کار باید کمتر از 90 درجه باشد تا قوس به راحتی ایجاد شود و الکترود به قطعه کار نچسبد. همانطور که الکترود ذوب می شود گازهایی به وسیله روکش الکترود ایجاد می شود که از حوضچه مذاب در برابر ورود اکسیژن و دیگر گازهای موجود در جو جلوگیری می کند. به محض عبور الکترود سرباره ای در سطح حوضچه مذاب ایجاد می شود که آن را در مقابل ورود آلودگی ها حفاظت می کند. پس از مصرف شدن الکترود، جوشکاری متوقف شده الکترود تعویض می شود و س.رباره که پس از سرد شدن به صورت گل جوش درآمده از سطح خط جوش کنده می شود. تکنیک جوشکاری به سه عامل نوع الکترود، نوع قطعه کار و موقعیت جوشکاری بستگی دارد.
در ویدو زیر با این نوع جوشکاری بیشتر آشنا خواهید شد.
- تجهیزات لازم برای جوشکاری قوس با الکترود روکشدار یا دستی:
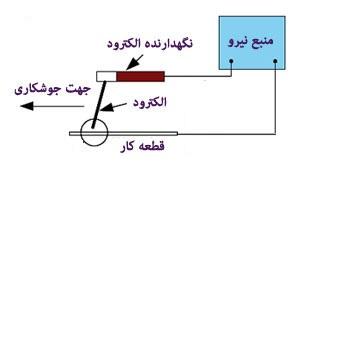
- منبع نیرو

منبع تغذیه مورد استفاده در SMAW دارای جریان خروجی ثابت است و اطمینان حاصل می کند که جریان (و بنابراین گرما) نسبتا ثابتی از خود بجای می گذارد، حتی اگر فاصله قوس و ولتاژ تغییر کند. اهمیت این موضوع به خاطر این است که اپراتور در کار با الکترود دستی معمولا نمی تواند فاصله قوس را به صورت ثابت نگه دارد. به طور معمول دستگاهای جوش امروزی دارای نوعی یکسوکننده می باشند که جریان متناوب با ولتاژ بالا و آمپر پایین ورودی به دستگاه را به جریان مستقیم ولتاژ پایین و آمپراژ بالا تبدیل می کند. در جوشکاری SMAW بسته به خصوصیات مورد نظر جوش و نوع الکترود، قطبیت بوسیله دستگاه جوشکاری قابل تغییر می باشد. جریان مستقیم با الکترود با بار منفی (DCEN) باعث ایجاد گرمای بیشتر در نوک الکترود ودر نتیجه افزایش سرعت ذوب الکترود و کاهش عمق جوش می شود. در حالی که جریان مستقیم به طوری که الکترود دارای بار مثبت باشد(DCEP) افزایش نفوذ را به همراه دارد. همچنین در جریان متناوب قطبیت بیش از 100 بار در ثانیه تغییر می کند و تعادلی میان سرعت ذوب الکترود و نفوذ ایجاد می کند.
- الکترود

الکترود جوشکاری SMAW از دو بخش هسته و روکش تشکیل می شود. هسته الکترود در اغلب موارد مشابه و گاهی کاملا همسان با فلز پایه می باشد. با این حال گاهی لازم است از الکترودی استفاده شود که به طور کلی با فلز پایه متفاوت است. به عنوان مثال، برای جوشکاری دو قطعه از جنس فولاد زنگ نزن از الکترودهایی از جنس فولاد های کربنی استفاده می شود. روکش الکترود نیز وظایفی مانند جلوگیری از آلودگی جوش، تصفیه جوش، ایجاد سرباره، بهبود پاییداری قوس و گاهی اضافه نمودن برخی از عناصر آلیاژی به جوش را بر عهده دارد.
دسته بندی های مختلفی برای الکترودهای مصرفی در جوشکاری SMAW وجود دارد به طور مثال الکترودها به دسته الکترود های پرکننده سریع، الکترودهای انجماد سریع و الکترود های میانی که حالتی میان الکترود پرکننده و انجماد سریع است تقسیم بندی می شوند. ولی به طور کلی برای شناسایی الکترودهای مختلف انجمن جوشکاری آمریکا سیستمی راایجاد کرده که درآن الکترودها با یک شماره چهار یا پنج رقمی تقسیم بندی می شوند. دو یا سه رقم اول مقاومت کششی فلز جوش بر حسب مگاپاسکال است. رقم بعدی موقعیت مجاز جوشکاری را با الکترود بیان می کند. در اینجا عدد یک به معنی الکترودهای انجماد سریع می باشد که دلالت بر جوشکاری در تمام موقعیت ها دارد. همچنین عدد دو معمولا الکترودهای پرکننده هستند که حاکی از این است که موقعیت مجاز جوشکاری حالت افقی می باشد. جریان جوش و نوع پوشش الکترود نیز توسط رقم آخر بیان می شود. همچنین در صورت اینکه الکترود دارای عناصر آلیاژی باشد بعد از رقم آخر از پسوند نیز استفاده می شود.

الکترودهای پوشش دار نیازمند مراقبت هستند، حتی یک ضربه کوچک می تواند منجر به آسیب دیدگی آنها شود. استفاده از الکترودهای دارای پوشش آسیب دیده می تواند موجب عیوب مهمی مانند تخلخل، عدم نفوذ و غیره شود. در ادامه انواع پوشش های الکترود مرسوم مورد استفاده در فرآیند جوشکاری الکترود دستی مورد بررسی قرار می دهیم.
1.2.2. الکترودهای سلولزی
پوشش این الکترودها از سلولز ساخته شده است. سرباره حاصل از این نوع پوشش به سهولت برداشته می شود و بالا بودن حرارت قوس آنها موجب ازدیاد نفوذ جوش خواهد شد. این نوع پوشش در اثر حرارت، به هیدروژن و دی اکسید کربن تبدیل شده و به عنوان گاز محافظ عمل می کند. جوشکاری الکترودهای سلولزی اغلب با جریان مستقیم انجام میشود اما در صورت استفاده از یکسوسازها می توان از جریان متناوب نیز استفاده کرد.
2.2.2. الکترودهای روتیلی
این نوع از الکترودها شامل دی اکسید تیتانیوم در پوشش خود می باشند. حضور دی اکسید تیتانیوم، باعث شکل گیری سرباره اسیدی شده که در کنار گازهای هیدروژن، اکسیدهای نیتروژن و کربن حاصل از سایر مواد موجود در پوشش، باعث حفاظت از حوضچه مذاب می شود. الکترودهای روتیلی برای فولادهای کم کربن، در تمامی حالات جوشکاری مورد استفاده قرار میگیرند. گاهی اوقات افزودن سلولز به پوشش روتیلی باعث بهبود عملکرد در جوشکاری خواهد شد.
3.2.2 الکترودهای اکسیدی
این نوع پوشش شامل اکسیدهای فلزی شامل اکسید آهن، سیلیکات و اکسید منگنز است که موجب تولید سرباره اسیدی می شود. از هر دو جریان مستقیم و متناوب می توان در این نوع الکترود استفاده نمود. با توجه به مقدار اکسیژن بالا در الکترودهای اکسیدی ممکن است ایجاد جوشی کم استحکام کنند. به این دلیل افزودن بعضی از دی اکسیدکننده ها به این نوع پوشش، موجب اکسیدزدایی شده و به خواص مکانیکی و نیز جدایش آسان سرباره کمک خواهد کرد.
4.2.2. الکترود های قلیایی
این الکترودها شامل کربنات کلسیم، کربنات منیزیم، فلوراید کلسیم و سایر مواد معدنی می باشد. شرایط نگهداری الکترودهای قلیایی باید کاملا خشک باشد و پیش از مصرف حتما پیشگرم شوند. با شکل گیری سرباره قلیایی، جوش هایی با خواص مکانیکی مطلوب به دست می آیند. گاز محافظ حاصل از این پوشش دی اکسید کربن با مقدار کم هیدروژن و اکسیژن می باشد. کنترل هیدروژن از ترک خوردگی جلوگیری کرده و این نوع الکترود برای فولادهای با مقاومت بالا، آلیاژهای سبک و فولادهای کم کربن مورد استفاده قرار می گیرد.
5.2.2. الکترودهای با پوشش دارای پودر آهن
استفاده از پودر آهن در تمامی پوشش ها برای افزایش نرخ رسوب الکترود و ازدیاد سرعت پیشروی جوشکاری امکان پذیرمی باشد. این کار موجب افزایش ضخامت پوشش الکترود شده، امکان عبور جریان از پوشش را فراهم می کند و بر عرض قوس می افزاید.
از دیگر تجهیزات جوشکاری SMAW می توان به انبر جوشکاری، انبر اتصال، کابل های جوشکاری و دیگر وسایل جانبی و همچین تجهیزات ایمنی چون ماسک جوشکاری و دستکش جوشکاری اشاره کرد.
کاربرد جوشکاری قوس با الکترود روکشدار یا دستی:
SMAW اغلب برای جوشکاری فولادهای کربنی، فولادهای ضدزنگ، چدن و آهن بکار می رود. این در حالی است که کاربرد آن در مواد غیر آهنی کمتر است. البته هنوز این روش یکی از محبوبترین فرآیندهای جوشکاری مخصوصا در واحدهای تعمیر و نگهداری محسوب می شود. این به دلیل ساده، قابل حمل و ارزانتر بودن این روش در مقایسه با دیگر فرآیندهای جوشکاری می باشد.

مزایا و محدودیت های جوشکاری قوس با الکترود روکشدار یا دستی:
در این روش تجهیزات جوشکاری نسبتا ساده، قابل حمل و در مقایسه با دیگر فرآیندهای جوشکاری قوسی، ارزانتر است. به این دلیل این روش اغلب در واحدهای تعمیر و نگهداری به طور وسیعی استفاده می شود. اما گازهای حفاظتی تولید شده در این روش به اندازه کافی تمیز نیستند تا بتوان از این روش برای جوشکاری فلزاتی مانند آلومینیم و تیتانیوم استفاده کرد. همچنین در صورت استفاده از جریان های بالا جوشکاری، پوشش الکترود بیش از حد گرم شده و از الکترود جدا می شود. بنابراین در این روش نرخ رسوبگذاری محدود خواهد بود. همچنین طول محدود الکترود باعث نیاز به تعویض مکرر الکترود می شود که این امر سبب کاهش نرخ تولید می گردد. پاشش جوش، تخلخل، نفوذ کم و ترک از دیگر ضعف های این نوع جوشکاری می باشند.

ایمنی در جوشکاری قوس با الکترود روکشدار یا دستی:
جوشکاری SMAW مانند سایر روش های جوشکاری می تواند یک اقدام خطرناک و ناسالم باشد، اگر اقدامات احتیاطی مناسب صورت نگیرد. در این فرآیند یک قوس الکتریکی باز با دمای بسیار بالا داریم و خطر سوختگی را از طریق وسایل حفاظتی مانند دستکش، کت های بلند و آستین چرمی بلند باید جلوگیری شود. علاوه بر این نور بسیار زیاد متساعد شده از ناحیه قوس منجربه ایجاد وضعیتی به نام عدسی قوس می شود که نور ماورا بنفش آن موجب التهاب قرنیه چشم و سوزش شدید شبکیه و مشکلات پوستی می شود. کلاه ایمنی دارای شیشه تاریک راهکار جلوگیری از این معضل می باشد. علاوه بر این بخار فلزات، مواد تبخیر شده از سطح مذاب و دود حاوی انواع ذرات اکسید، دی اکسید کربن و تری اکسید کربن یا ازن از دیگر مخاطرات این نوع جوشکاری می باشند. تهویه مناسب محل جوشکاری و استفاده از کلاه ایمنی با فن برقی راهکار مناسب برای به حداقل رساندن این مشکل است.
از اینکه این مقاله را مطالعه نمودید متشکریم، اگر انتقاد و پیشنهادی در پیرامون این مقاله دارید در قسمت دیدگاه لحاظ بفرمایید.

- weldAdmin
- مرداد ۲۳, ۱۴۰۱
- 118 بازدید